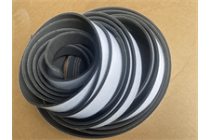
中埋式钢边橡胶止水带熔接方法
钢边橡胶止水带十字接头用在水平施工缝和竖向施工缝的交接点上,直线段用在水平或竖向施工缝,两者用热熔接的方式连接成整体,*终形成施工缝橡胶防水。中埋式钢边橡胶止水带连接方法中埋式钢边橡胶止水带熔接前需准备好熔接接头、熔接模具、生胶片、橡胶与钢片连接剂、打磨工具、干净布等。
中埋式钢边橡胶止水带熔接方法如下:
(1)将钢边橡胶止水带两头,即直线段与十字接头连接端各大约100mm处的橡胶割掉,用工具,如砂轮将钢边打磨光滑。
(2)将钢边橡胶止水带需要熔接的两端头搭接处中间留下长30~40mm的空间用于接头熔接、干净生胶片的连接。如果生胶片占有灰尘须用干净布擦干净灰尘或用打磨机将生胶片表面打磨干净后才能使用。
(3)在已打磨光滑的钢边两面涂刷橡胶与金属粘结剂。
(4)在加工打磨钢板橡胶止水带连接端头的同时预热橡胶止水带的熔接模具好,预热时间按电热丝的发热功率约在30分钟。目的是将模具温度控制在140~150℃度之间。当温度计显示模具温度已到140~150℃即可进行后续步骤。
(5)把需要熔接钢边橡胶止水带两端头按步骤2搭接放入橡胶熔接模具底模的中间,连接处放满生胶片。
(6)按模具的对中孔洞,轻轻放置熔接模具的顶模。在安放模具顶模的过程中要避免生胶片和熔接端头的跑位,如果过程中钢边橡胶止水带需熔接的两端头跑位,需重复此步骤,确保熔接两端头的正确位置。
(7)用千斤顶将安放好的顶模具加压。此步骤注意的是:**次千斤顶加压压力不要过大大,加压至模具顶模和底模之间距离在2cm左右。待熔接钢边橡胶止水带的生胶片硫化一段时间,约5~10分钟后再进行千斤顶的二次加压。
(8)千斤顶二次加压是将模具缝隙加压至设计钢边橡胶止水带断面。加压后,保持模具温度在140~150℃之间,时间约20~30分钟即可开模。
(9)开模检查。如检查发现生胶片熔合不饱满,存在缺胶、开裂、分层等现象需返回至步骤1重新开始钢板橡胶止水带的端头热熔接。如检查发现橡胶止水带接头处熔合饱满,不脱胶,可以进行下一步骤。
(10)将已熔接好的钢边止水带的钢边连接处用钉子或钢丝连接好,或将此接头连接处的钢边焊接牢固。
(11)(再次检查接头的熔接质量和钢边的连接质量,质量合格后可将熔接后的钢边橡胶止水带放置至温度降至常温后,开始钢边橡胶止水带在施工缝处的加固安装。
衡水康普科技发展有限公司坚持以“以人为本,质量,服务社会”的经营理念,坚持质量,信誉至上的社会宗旨,依托自身的人才和强大经济实力、高效的管理水平研制开发出适应我国桥梁以及各种水利工程使用的高科技产品,以独具特色的管理风格使企业处于行业地位。
技术交流:(V信同号)QQ:78644862 热线:
衡水康普科技有限公司主要产品有:橡胶止水带、充气芯模、膨胀止水胶、橡胶止水条、聚硫密封胶、橡胶支座、桥梁伸缩缝、柔性填料、膨胀止水环、聚氨酯密封胶、橡胶水坝、堵水气囊、聚乙烯泡沫板等多种产品,被许多国家大中型重点工程所采用,取得了经济效益和社会社会效益的双丰收。 本厂正以建立现代企业制度,建立健全企业合理法人治理结构为目标,以用户提供优质的产品和完善的服务为宗旨,向规模化、科学化、现代化、专业化方向迈进。以“信誉至上、质量优先、服务完善”为原则,竭诚希望各界人士莅临本厂考察、洽谈业务。有限公司的诚信、实力和产品质量获得业界的认可。衡水康普科技有限公司欢迎各界朋友莅临参观、指导和业务洽谈。
生产的产品,一律执行国际标准。无论是产品质量,供货时间及售后服务都已得到了用户的一致好评,公司具有先进的生产设备和先进检验仪器,雄厚的技术力量,产品在国家地铁、隧道、机场跑道、水电、水利、污水处理、项目中得到了广泛应用,公司产品价格合理、送货及时、售后服务好,受到了广大用户的信赖。