-
 石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨
石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨 -
 动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。
动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。 -
 聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍
聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍 -
 轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
浅析轧钢设备的泄漏与密封
2016年01月26日 14:55
密封产业网
浅析轧钢设备的泄漏与密封周良庆(福建省三明钢铁厂二轧钢厂的泄漏。
关健词新结构新材料根治泄漏1轧钢车间主机设备润滑与泄漏概况福建省三明钢铁厂线材车间年轧制Q235线材18万t,七个主机列是轧材关键设备,各机列的减速箱,分配箱、人字齿轮座都是采用稀油循环润滑。由于该主机设备是70年代的产品,制造精度不高,密封设计也有不足之处,存在着不同程度的漏油。尤其转轴伸出端,上、下箱体分型面漏油*为严重1997年吨材机械油耗达0.65kg泄漏的存在,不但增加了吨材成本,而且废水排放含油量超考核指标,造成环境污染因此,治理主机设备的漏油,是设备管理人员、技术人员刻不容缓的大事治理轧钢设备润滑油的泄漏,长期以来视为老大难问题。要彻底根治它,首先找出漏油的位置,区别漏油的类型,分析漏油的原因。然后,根据漏油的类型制定可行的密封方案,分期分批进行治理,才能达到彻底根治漏油的目的。
2分析漏油的原因,制定和实施密封的方法2.1区别漏油的类型轴伸出端漏油。把减速箱、分配箱、人字齿轮座的轴伸出端漏油归为一类。
箱体分型面漏油。把减速箱、分配箱、人字齿轮座的上下箱体的分型面归为一类轴瓦间隙对密封的影响及治理。
减速箱、分配箱内外压力差产生的漏油及治理加强润滑与密封的管理,杜绝不必要的漏油。
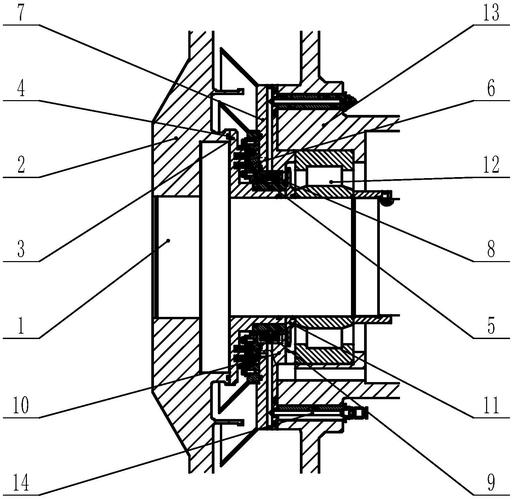
2.2分析漏油的原因,制定和实施密封的方法轴伸出端漏油原因分析,制定和实施密封方法减速箱、分配箱和人字齿轮座的轴伸出端密封结构,在滚动轴承或轴瓦与箱体端盖之间设有甩油环。它只能挡住一部分从轴承处飞溅出来的润滑油,另一部分的润滑油飞溅到通盖内侧,并随着轴的转动,顺着通盖的间隙,往外渗漏。而通盖上的型胶只能减慢润滑油外漏的速度,特别是当型胶被磨损时,漏油更为严重通过分析,改进甩油环和通盖的结构,为非接触式密封结构,如所示改甩油环为甩油盘,改通盖平内侧为回油槽内侧,当轴承转动时飞测出来的润滑油大部分被甩到箱内,少部分润滑油飞溅到通盖内侧,可顺着回油槽流入箱内,有效地阻止了润滑油的外漏,至于通盖外侧的型胶主要起阻止杂物(水、灰尘)进入箱内的作用。通过实践证明出端漏油有效的方法减速箱、分配箱、人字齿轮座箱体分型面漏油原因分析、制定和实施密封方法减速箱、分配箱、人字齿轮座箱体分型面,一般机加工表面粗糙度为5没有经过研刮表面加工刀痕肉眼可见装配时上、下箱体分型面需要填充密封材料,否则箱内的润滑油就会从分型面渗漏出来,这就是常见的漏油现象对有装配精度要求的分型面有两个要求,一是在分型面填充密封材料后,不产生垫厚,二是填充的密封材料能长久有效地阻止润滑油渗漏到箱外来通常是在分型面填充“漆胶”或“7903润滑密封胶”当使用“漆胶”时,能迅速将上下箱体的分型面胶合在一起,又不起垫厚作用,缺点是在轧钢冲击力的作用下,分型面的联接螺栓预紧力不足时,分型面产生微小的分离和振动。此时,固化漆胶产生裂缝,脱离分型面,失去密封效果,油就会渗漏出来而对“7903润滑油密封胶”因质软,虽然也不产生垫厚,但是在箱内的润滑油的冲击下,逐渐产生溶化,特别是箱体分型面的凹凸不平处溶化速度更快,经过一段时间的使用,箱内的润滑油就渗透到箱外来分析了箱体分型面漏油的原因,采取了两种有效密甩油盘与型胶圈复合密封结构下箱体分型面铣形带嵌入槽一是对新设计或新加工备用的箱体,在下箱体的分型面铣一条距形凹槽,矩形槽的尺寸由耐油“O型胶带的规格来确定。一般Y5mm~Y8mm,当箱体尺寸大时,取较大规格的”O型带,反之,取小规格的“O型带在装配时,只需将耐油O型带放入凹槽中即可合箱。在上、下箱体的拔紧力作用下,该带产生弹性变形,弹性力作用于上、下箱体,有效地阻止箱内的润滑油从分型面向外渗漏。这种方法也可以应用于其它平面的密封。
二是对己经安装在生产现场的齿轮箱,不便于拆下加工凹槽用“O型带进行密封。对这样的箱体分型面可采用”乐泰一587硅橡胶“做填充材料进行密封。该胶优点是:质软、耐油、不老化、长期保持弹性状态,又不产生分型面垫厚,确保轴承配合精度。使用时将该胶在下箱体分型面上挤出一条Y2mm~Y3mm的环形胶带,其位置可参见铣矩形凹槽的地方当分型面大而粗糙时,可选择直径大些,反之,可选择直径小一些,然后合箱锁紧上下箱体联接螺栓即可。如果上箱体没有装配精度要求时(不做为轴承配合的上、下箱体),可在分型面上挤出一条Y3mm~Y5mm的环形胶带,合箱后可达到相当好的密封效果轴瓦间隙对密封的影响及治理粗轧、中轧机组的人字齿轮座的轴承一般为合金瓦,轴瓦的间隙对密封有着较大的影响。新安装的轴瓦经过一段时间的使用后,轴与瓦产生磨损。当轴和瓦的顶间隙变大到大于2d/1000mm时,转轴就会在瓦中产生跳动,间隙越大、跳动越明显转轴跳动使伸出端的密封产生瞬间间隙,此时箱内的润滑油就会顺着间隙渗漏到箱外。出现这种情况就要开箱进行调整轴瓦间隙,使轴与瓦的间隙控制在1000mm1.5d~1.8d范围内,轴跳动即可消除,渗漏自然消失耐油”O型带用在箱体分型面密封减速箱、分配箱内外压力差产生漏油及治理减速箱、分配箱在运转过程中,齿轮搅拌箱内的润滑油,其油温升高,其次齿轮的啮合过程的摩擦也使油温上升,使箱内的温度高于外界温度。即箱内的气压大于箱外界的气压,为了平衡这个压差,设计时在上箱盖上设置了一个“透气帽”。
可是在检修和维护过程常常忘记对“透气帽”的清洗,被油泥堵塞,没有起到透气的作用,此时,箱内的气压大于箱外气压,润滑油就会从密封*薄弱的地方渗漏到箱外,解决办法很简单,只要在年度检修时不要忘记清洗透气帽,使之正常透气加强润滑与密封的管理,杜绝不必要的漏油组织油泵工学习润滑知识和操作规程,掌握润滑系统的油压控制、油量的调节、油温控制、油质检查,杜绝人为的润滑泄漏。
建立密封点的检查制度,定期检查密封情况,发现渗漏迹象及时调整或更换密封件,保持整个润滑系统处于无泄漏状态。
经过以上五个方面的分析和治理,现在车间设备的漏油得到了根治,取得了一定的效益3取得的效益降低润滑油的消耗1998年轧制线材18万t,机械油耗48t(0.267公斤吨材),比1997年用油减少一半,节省开支15万元造就一个文明生产的环境。原来由于漏油的存在,设备周围都是油污,当红钢落到时而着火,同时也给操作工人带来不安全的因素。现在漏油得到解决,改善了生产环境。3)实现污水排放含油量达|标经厂环保部门定期抽检,污水含油量达到排放标准,既保护自然环境,又取得了一定的社会效益4结论虽然轧钢设备润滑油的泄漏,是长期存在的老问题,只要认真分析其原因,采取确实可行的密封方法一应用新的密封材料、改进密封结构,加强润滑与密封的管理,漏油的问题就可以得到较好的治理烧结用抽风机叶轮磨损与修复夏为民(湖北省鄂钢烧结厂及采用增加衬板和堆耐磨焊层的方法进行修复,效果良好,寿命大大提高。
鄂钢集团公司烧结分厂75m2烧结机于1993年建成投产,S7200抽风机是75m2烧结机重要配套设备,而抽风机叶轮又是核心关键部件。其叶轮的使用寿命与安全运行直接关系到分厂生产成本与经济效益1997年抽风机叶轮因叶片磨损,经补焊、堆耐磨焊层后,投入正常运行。1998年又产生叶片严重磨损,经采用同样的方法修复,运行近一个月后发现,双进气叶片出现某些局部严重磨损,造成叶轮不平衡而将支撑瓦和止推瓦全部震碎的局面。一度造成短时间内风机叶轮轴承破坏严重,非计划检修时间直线上升导致经济损失故提高烧结抽风机效率,降低磨损,延长使用寿命,乃是对烧结抽风机施行技术改造的重大课题。
1风机叶轮磨损状态风机叶轮虽经两次简单修复,仍磨损较大**次修补为预热补焊,焊条为212;第二次修补为预热补焊,焊条为322,第二次修补叶片与中盘焊接处,只能填补加高磨损的沟槽处,因叶片工作面磨损过大,填焊会产生过大的焊接应力,当叶轮高速运转,在离心力的作用下焊接应力释放,会产生焊裂此次换下的叶轮磨损状态,其叶片与中盘焊接区磨损严重,*薄处叶片厚度只有4mm左右,且每片磨损厚薄不均,叶片工作面磨损宽度约20mm左右。中盘两侧磨损高度约10mm高速运转失去平衡时,测量振动参数为V振=10mm/s,两侧轴承温度均为64,叶轮严重耗损,经检查和测量,己初步判定叶轮为报废部件。
2叶轮磨损分析叶轮的磨损过程从微观上分析比较复杂,大量的资料数据和设备现状表明,抽风机叶轮的磨损主要源于以下几方面。
2.1磨料磨损磨料磨损就是当硬质颗粒在压力作用下,对金属表面进行微切削。所谓磨料就是抽风机烟气中大量的铁精粉、矿粉、烟尘等组成的固态磨料,在压力的作用下,以一定的速度,无序地与所接触的叶轮表面做相对运动引起的应力磨损2.2冲蚀磨损冲蚀就是固体灰尘和其它硬质颗粒对固体表面的冲击引起表面损伤,也叫“冲击咬蚀”冲击磨损主要表现在叶片头部的磨损,由气流中的硬质颗粒在惯性及压力的作用下,直接冲击叶片头部所致,另如果两侧吸气风门开启不同步,惯性和气流压力不均匀,叶片两侧的冲击磨损产生偏差,叶轮冲击磨损造成头部磨损厚薄不均而失去平衡。
2.3腐蚀破坏腐蚀是化学或电化学作用造成的金属破坏。腐蚀表面就是许多阳极和阴级通过母材短路的集中表现。造成叶轮腐蚀的因素很多,但主要是介质的化学性质,风机气体介质中含有大量的CO2CO2SO.N2HCI等具有一定腐蚀作用的活性气体,又含有Fe34Fe23SiOCaC3等具有一定粒径和强度的硬质颗粒正是这些腐蚀性介质及粉尘使得叶轮工作表面腐蚀和磨损,其中酸性介质HCISO2和ftO生成H2SO3的腐蚀作用很强,特别是SiO2颗粒对叶轮磨损*为严重。
另外叶轮的磨损还与叶轮的圆周速度、气体介质压力、粉尘粒径、冲击速度及冲击角、叶轮工作介质参数以及叶轮材料的性质等都有很大的关系。除此以外,机头600多管高效除尘器因使用年限过长,旋风子和导气管堵塞,除尘效率下降以及风机吸气管双侧风门启闭角度不同步也是导致叶片磨损加剧的客观原因。
3磨损叶轮的修复根据现有叶轮叶片磨损的状况,在叶片表面喷涂(堆焊)耐磨的硬质合金是提高叶轮寿命的有效方法。目前国内外加置耐磨层的方式主要有:叶片工作面堆焊条状搓衣板式耐磨层;叶片工作面严重磨损区全部堆焊耐磨层;叶轮严重磨蚀区加衬板;在衬板局部再堆焊耐磨层;在叶轮严重磨蚀区贴陶瓷片现叶片工作面及接中盘处,磨损严重,磨蚀面积过大,叶片强度太低,不安全因素过大,不能象前两次堆耐磨层简单恢复,只能采用以上第四种方法,加衬板,再堆耐磨层。即保证了叶片的强度,又减缓了对原始焊缝的冲击磨蚀衬板的几何形状与焊接位置见首先将原始叶片严重磨损区部位采用502焊条填平。衬板采用16Mn材质厚6mm两侧加工倒角60以保证焊透、焊牢。衬板每段钻0 10mm孔,衬板成弧形后,与叶片吻合,再填平各孔,保证衬板的四周焊缝受磨蚀后,衬板不产生与叶片分离。
焊接工艺均采用预热一交叉一短距离,以减少叶轮焊接变形。焊条为堆212耐磨焊条,先焊502焊条,再补层耐磨层,增加耐磨‘性中盘两侧垂直焊接部位,新增加耐磨层并与衬板上耐磨层接合。*后修补耐磨层部位,保证耐磨层高度与宽度。
叶轮修复施工难度较大,每道工序要求严格,确保修复质量,除去杂质,平衡精度,进行严格的动、静平衡试验检测,以检验达到使用要求后,于1998年9月再投入正常运行。当日测得振动参数为V振=0.4mm/s振动参数表明,修复后使用效果叶达到轮运行*佳标准经过一年的运行,叶轮振动参数V振<温度<50C.可见将一个接近报废的叶轮用加衬板堆焊的方法起死回生,经实践证明叶轮修复获得成功。叶轮修复效果取得了十分满意的经济效益,其叶轮振动参数和轴承温度都达到*佳使用状态。烧结厂75m2烧结机抽风机自投产以来,风机叶轮是一开一备,两台叶轮经轮流修复使用,自今己近6年,按先进水平一个叶轮使用寿命为二年计算,烧结分厂己经节约了一个叶轮24万元的生产成本效益,而叶轮还在继续使用,预计还可以再使用一8个月。为烧结厂增产、节能、创效作出了贡献5结束语烧结抽风机叶轮是烧结分厂要害部件,制造工艺复杂,精度高,费用大,设备技术改造和修旧利废是烧结分厂设备管理重要课题。
用增加衬板和堆积耐磨层焊的方法,对磨损严重的叶轮修复是行之有效的好方法,经一年的运行记录表明,完全达到设备技术要求风机叶轮经修复再使用,叶轮寿命由二年左右己提高到三年以上,大大降低了设备备件的费用。
经济效益分析,己为烧结分厂节约生产成本24万元以上叶轮修复效果为烧结厂今后设备管理的技改、节支、创效提供了有益经验。
(:1999年一