-
 石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨
石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨 -
 动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。
动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。 -
 聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍
聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍 -
 轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
材料及工艺对密封效果的影响
2012年04月19日 10:31
密封产业网
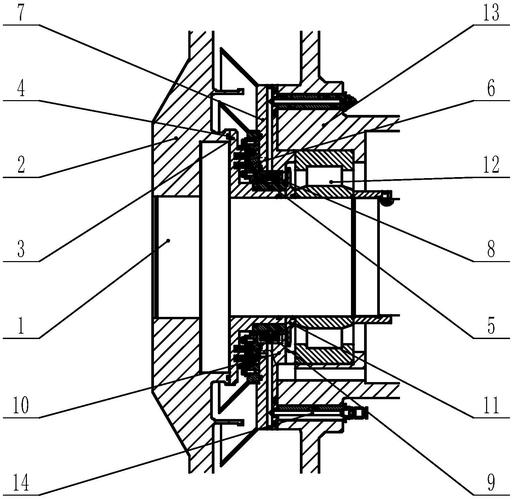
在穿转子之前先进行外端盖试装。首先检查外端盖及定子法兰面应无凸起和横向沟槽。试装时,主要检查水平、垂直中分面的间隙,在拧紧1/3螺栓状态下,用0.03mm塞尺检查不入。试验方法如下:首先将水压试验用水压机、压力表、针形阀、注水管路、扳手、堵板、螺栓、石棉板等工具和临时材料准备齐全。然后将冷却器进水端略微抬高,封堵出水口后注满水,并通过进水口上方的放气孔放净冷却器内残存的空气。用堵板将进口封好后用水压机升压至0.6MPa,观察30min内压力无变化即为水压试验合格。水压试验完成后,应把冷却器内部存水放净。将密封垫两面涂抹750-2密封胶,然后由冷却器非进水端套入并粘贴在冷却器进水端法兰结合面上。用行车吊起冷却器,将非进水端缓慢穿入冷却器罩壳并依次安装密封垫、盖板和盖板框,并均匀拧紧连接螺栓至规定的*大力矩。
发电机定子就位前,将出线箱翻转至安装位置并放入基础中,清理水平接合面至光洁无毛刺。在密封槽内填充HDJ892密封胶,并在结合面上涂抹750-2密封胶,然后交叉紧固螺栓,达到规定*大力矩值。轴密封装置安装是氢密封系统中一个很重要的环节。本台机组采用双流环式油密封,设计的油、氢压差为0.0850.01MPa,密封瓦可在轴颈上随意径向浮动,并通过销键定位在密封座内。为了确保安装精度,在现场实际安装中,做到了以下几点:通过研刮确保密封瓦座水平接合面接触严密,每cm2接触点的面积达到80%,且均匀分布。在拧紧水平接合面螺栓的情况下,仔细检查密封瓦座内与密封瓦配合的环形垂直面以及密封瓦座与端盖的垂直接合面确保垂直、无错口。水平接合面用0.03mm塞尺检查不入。对座内沿轴向两侧面做涂色检查,确保两侧面均匀接触。仔细清理密封瓦座各垂直配合面,确保各油室畅通,光洁,无铁锈、锈皮等杂物。仔细检查密封瓦座各紧固螺孔的丝扣无损坏,经试装确认能够紧固密封座。在紧固好密封瓦后,检查密封瓦的上、下两半的垂直面在同一平面内且无错口。在平板上检查无间隙。仔细检查密封瓦两侧垂直面光洁,表面无凹坑和裂纹,两垂直面的不平行度应符合图纸要求。巴氏合金无夹渣、气孔,表面无凹坑和裂纹,经检查无脱胎现象。密封瓦油孔和环形油室内光洁,无铁屑、锈皮等杂物。密封瓦与轴颈的间隙满足图纸及设计要求。组装密封瓦时,按照设备上汽、励侧标识进行安装。在紧固密封瓦座与端盖垂直接合面的过程中,通过不断拨动密封瓦,保证在所有螺栓紧固后,密封瓦在座内无卡涩。油装置装完后,各接合面螺栓全部锁紧。彻底清理油密封装置的油腔,各油压取样管接头在紧固后,检查均无堵塞和渗漏现象。
对焊后热处理工艺控制精度要求更严格为改善焊缝的韧性,新型火电厂用钢(主要是马氏体钢)所用的焊接材料,其化学成分一般与母材不同。需探讨下面几个问题:(1)焊接热对母材细晶粒及其性能的削弱程度;(2)如何得到细晶粒的焊缝组织;(3)对其焊接接头进行超声波探伤的技术。金相检验问题焊接热输入过大或焊接热处理工艺不当会造成金相组织的问题。对铁素体钢(包括珠光体、马氏体钢)主要表现为晶粒粗大、出现魏氏组织、块状铁素体等。对奥氏体钢主要表现为晶粒粗大和出现网状组织、析出相等。这些情况均会造成焊接接头冲击韧性显著降低,并可能影响材料的高温性能。光谱检验的问题某些新型火电厂用钢焊接时,所用焊材与母材成分不同,如果光谱检验人员不了解这一特点,而用母材标准判定焊缝金属,容易产生错误。新型火电厂用钢具有明显的成分、冶金特征和性能特点,这些特点提高了火电厂的蒸汽参数。新型火电厂用钢给电力建设市场带来了新的变化和机遇,推动了一大批大型超临界、超超临界火电机组上马和常规参数机组向超临界、超超临界火电机组的改造。新型火电厂用钢给电力建设公司的焊接工作提出了更严格的要求,提高了焊工素质培养、焊接工艺评定、焊接技术、焊后热处理及焊接检验的要求。