-
 石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨
石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨 -
 动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。
动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。 -
 聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍
聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍 -
 轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
管材轴压液力成形中的摩擦与密封
2016年02月17日 10:16
密封产业网
管材液压成形是一种用于生产中空、管状零件的塑性成形技术。随着计算机控制的发展以及高压液压系统的实现,这一技术得到了很快的发展,其应用范围不断扩大。管材液压成形分为有轴压胀形和无轴压胀形两种,而有轴压胀形由于其特有的优点近来得到了广泛的应用。
管材轴压液力成形的原理如所示。成形时,管坯在轴压和内压的共同作用下发生胀形,直至*后贴模成形。与传统的中空、管状零件的生产工艺相比。该技术具有节省材料,降低能耗,减小加工余量及成本,表面质量高,机械性能好,转型快等优点。合理控制内压一轴压(或内压一轴向补料)的匹配关系,可以明显提高管坯的变形能力,达到成形复杂形状零件的目的。所以,载荷的确定及其控制就成为该技术的关键。
目前,一些先进的设备和专用设备已能实现内压和轴向压力(或轴向补料)的独立控制,这在很大程度上提高了管料的成形性,使一些复杂零件的顺利成形成为可能。但是,由于该技术生产周期长设备昂贵,而且技术尚不成熟所以对于每一产品在选择利用该技术之前都需进行可行性分析。
管材液力成形主要用于汽车、飞机以及卫生洁具等行业。在汽车行业,排气部件、凸轮轴、散热器支架、发动机支架以及曲轴等都是成功应用的范例。
为了更好地利用管材液压胀形技术,人们近来加大了对该技术的研究力度。管坯与模具之间的摩擦问题是该技术的基本问题,也是亟待解决的关键问题之一。
二、管材轴压液力成形中的摩擦在管材轴压液力成形中,无论是*初的产品设计,还是后来的工艺参数确定,都需要充分考虑摩擦力的影响。另外,在进行数值计算和计算机有限元模拟时,也需要知道不同接触部位的摩擦状况和摩擦边界条件。
由于管材轴压液力成形过程的复杂性,目前对管坯和模具间摩擦的研究还很不充分。对于需要较大的补料量及较大的成形内压的情况(即管材的内高压液力成形)几乎没有任何关于摩擦力的定量表述。另外,对于影响摩擦的因素,以及摩擦对管坯成形规律的研究也是很有限的。
目前,德国的一些大学以及美国的ERC/NSM都在进行这方面的研究。德国的Paderboih大学和Darmstadt大学以及美国的ERC/NSM已经设计了专用的设备用于典型工况下摩擦力及摩擦系数的测定23.一般将管坯和模具间的摩擦分为3个区,即导向区,过渡区和胀形区。如所示。这种分区主要是根据接触部位正应力,滑动速度以及应力一应变状态等的不同来进行的。
管坯和模具间摩擦的分区示意图A-B导向区C过渡区D胀形区在导向区,管坯不发生明显的塑性变形,接触正应力和滑动速度分布均匀。在过渡区,管坯发生明显的弯曲和胀形,管坯和模具间的相对滑动速度大,应力一应变状态复杂。在胀形区,轴向和切向都有拉应力的作用,在管坯和模具接触之前,没有摩擦力,而一旦管坯和模具接触,摩擦状态将变得复杂。
2.摩擦对管材轴压液力成形的影响摩擦对管材轴压胀形过程有重要的影响,对于需要较大的轴向补料、较高成形内压、形状复杂的管件尤其如此。摩擦的影响可以分为3个方面:(1)影响胀形区板料的自由移动,(2)影响管端的顺利补料,对表面质量的影响。
在胀形区,摩擦一般是在板料开始接触模具内壁时产生,且摩擦状态随成形过程的进行变得复杂。
不合理的摩擦分布有可能使板料的自由移动阻力变大从而使管坯发生局部减薄直至破裂。当需要轴向补料时,模具导向区的摩擦将对补料过程产生很大影响。如果摩擦力太大,则有可能使板料在模具型腔入口处发生堆积,使补料失败。过大的摩擦力还会使管坯的表面出现划痕,影响其表面质量。
在管材轴压液力成形过程中,管坯和模具间的摩擦,特别是管端部及导向部分的摩擦对管的补料有重要影响。管端所加的轴压,在保证管端密封的前提下,主要是为了实现补料。所加轴向力的大小取决于内压、摩擦以及管的轴向承载能力。由于摩擦的复杂性,给轴向载荷的确定增加了难度。解决的方法,一是准确的测定摩擦力的大小,另一方法是减小摩擦的影响。
三、管材轴压液力成形中的密封在管坯的液压胀形中,通常根据不同的情况采用不同的管端密封形式。常见的密封形式有平封式密封、环形尖刃式密封和锥台式密封51,如和所示。平封式密封适合于中等胀形压力及端面很平的情况;环状尖刃式密封适合于厚壁管及压力较高的场合。但对于需要高内压和较大补料量的情况,以上的密封方法有时会失效。
中所采用的即为带平台的锥面密封。成形时,冲头在轴向压力F的作用下压入管内,在获得密封的同时,管端和冲头的平台接触,以承担轴向压力。这种密封形式在质量要求不高或内压不大时比较有效,但当内压和轴压较高时,锥面和高压液体常使管端发生扩径而和模具接触,产生未知的摩擦力,这种摩擦力通常很大6.这不但影响产品的表面质量和尺寸精度,更重要的是给补料带来困难,影响管的顺利成形。同时,由于摩擦条件、载荷匹配以及控制等因素的影响,管端的密封条件是不断改变的。如果轴向压力及冲头的移动跟不上管坯的变形,则可能导致密封失效。
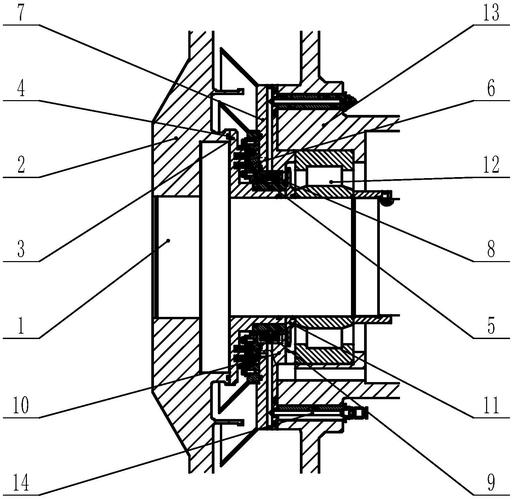
2改进的密封及导向形式为了改善管端及导向部分的摩擦及密封,减小摩擦的影响,本文给出一种改进的管端锥面密封和导向形式,如所示。改进后管坯和模具间摩擦的分区示意图如所示。
改进后的锥面密封及导向形式A管端B导向区改进后管坯和模具间摩擦的分区示意图改进后,管端和冲头的锥面在一定的轴压下接触并密封。冲头外环和模具内壁起导向作用。设置外环主要是防止管端在锥面和内压的作用下发生扩径,避免产生未知的摩擦力(实际观察可知,由管端扩径产生的摩擦往往是很大的)与比较可以看出,改进后的导向部分,由于减小了管坯和模具的接触面积,所以可以显著减小摩擦。
由于摩擦力的减小,摩擦状态的简化,就可以忽略或较准确的估计摩擦力的大小,这使轴向载荷的确定变得简单、可靠。
由于一般补料部分的长度和胀形区域的长度相比相对较小,所以导向部分不会先发生胀形。如果需要较大的补料量,可以在模具的导向部分加工出和冲头相配合的长筋,其同样可以达到减小和简化摩擦的目的。
四、结论本文分析了管材轴压液力成形中管坯和模具间的摩擦和密封,提出了一种新的管端密封和导向形式,有效减少了管坯和模具间的摩擦,改善了管坯的成形条件,同时简化了轴向载荷的确定。