-
 石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨
石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨 -
 动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。
动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。 -
 聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍
聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍 -
 轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
新品类锅炉再热器透过墙体管材密封构造的技艺革新
2012年03月23日 13:09
密封产业网
密封结构焊缝开裂原因分析(1)梳形密封板的焊接质量差由于梳形密封板制作复杂,经过冲齿、折边的梳形密封板变形较大,虽然采用火烤锤打方法,但在装配过程中产生的累积误差使对口间隙尺寸超差,*大处有5mm。由于间隙过大,手工电弧焊接时要较大的线能量,连接焊缝之间缺少相应的圆弧过渡,形成宽大而不规则的马鞍形焊缝热的影响区晶粒更加粗大。管屏未进行整体热处理,残留应力没有消除,焊接热影响区的淬硬组织未得到改善。经对割管进行宏观检查发现,密封焊接接头普遍存在焊缝变宽和局部区域焊缝堆积的问题,甚至出现内壁被烧穿等焊接缺陷,说明制造单位采用了过大的焊接线能量。焊缝区晶粒粗大、热影响区热应变脆化、焊缝残余应力较大,且有应力集中现象,抗高温疲劳和抗蠕变性能的严重降低是导致焊缝产生延时沿晶裂纹的组织因素。
(2)梳形密封板结构受力分析1、2号锅炉中温、高温再热器之间没有联箱,按照设计要求,再热器穿墙管梳形密封焊缝是锅炉顶部的膨胀零点,既要起到密封作用,又要承受中温、高温再热器管、管内介质及附件的重量载荷。在运行过程中,密封焊缝的上边缘受压应力,下边缘受拉应力,自由悬吊管排在烟气流的扰动下产生摆动,使马鞍形密封焊缝下边缘承受的拉应力增加,应力集中现象明显,在焊缝的焊趾处往往形成应力高峰。同时,由于梳形密封板与再热器管存在100~200℃的温差,梳形板的温度低于再热器管的壁温,该温差使密封焊接接头的径向热膨胀受到拘束应力和应变变大,焊缝在运行过程中产生蠕变裂纹的危险性也越大。因此,服役条件下所产生的拉应力是导致管子密封焊缝开裂的主要因素。
分析结果经初步分析,锅炉中温、高温再热器穿墙管梳形密封板焊缝的开裂是由于结构几何应力作用下的蠕变失效而造成。由于设计和制造原因造成再热器穿墙管梳形板密封结构不合理,其密封结构的高刚性、接头形状的不连续性造成焊缝根角上应力集中,热影响区晶粒粗大的存在削弱了受热面管的结构强度。密封结构长期受到服役条件下所产生系统应力的作用,裂纹沿蠕变抗力*低的晶间萌生和扩展,*终导致密封焊缝焊趾发生开裂泄漏。
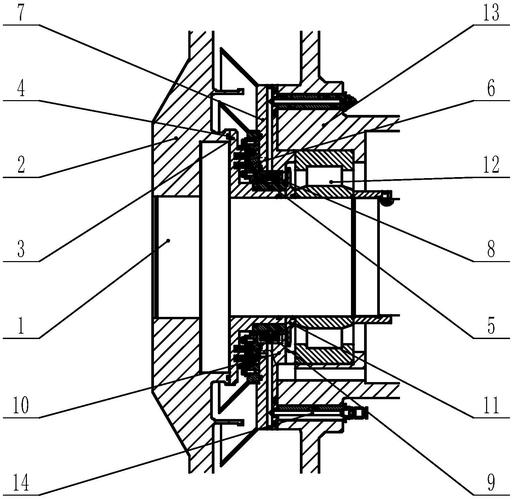
密封结构的优化改进措施穿墙管密封结构的改进将原来的再热器穿墙管与梳形密封板直接连接改为再热器穿墙管通过保护套管与梳形密封板过渡连接的型式,即由制造厂先在再热器穿墙管上加装一个圆管形保护套管,将保护套管与穿墙管焊接,然江苏电机工程图2密封焊缝裂纹位置裂纹管子密封板堆积物图3改造后再热器穿墙梳形板密封结构再热器管密封平板高顶板顶棚过热器管套管再热器穿墙管密封结构的技术改造后由安装单位把组装的套管嵌入定位密封板中,并完成套管与定位密封板的现场组焊,如图3所示。从改进后的密封结构来看,穿墙管与梳形密封板连接结构刚度显著降低,较好地解决了再热器管屏与保护套管、定位密封板、高顶板和吊耳等部件之间力的传递问题,有效地分配穿墙管的受力情况,消除或降低了密封结构几何应力,防止再热器穿墙管角焊缝拉裂。
梳形密封板的改型将再热器折边式梳形密封板改为定位密封板(12Cr1MoV、δ8),定位密封板加工时将一定长度和宽度的钢板统一划线后,根据再热器管子直径(D64mm)钻通孔,然后再按照保护套管直径(D68mm)加工出深度为3mm的沉孔。再热器通过保护套管嵌入在定位密封板,保证了管子之间的节距,减少了管排的摆动。同时,这种焊接结构简单、方便,使焊接质量得到进一步提高,避免了折边式梳形密封板由于加工复杂而产生的偏差及装配困难,从而防止密封焊缝焊接质量降低。
加装保护套管加装过渡段保护套管的目的:(1)套管的材质和其内部穿墙管的材质相同,以保证管子与保护套管的工作焊缝采用同种钢焊接接头,将异种钢焊接接头转移到保护套管与定位密封板之间的联系焊缝,提高了穿墙管工作焊缝的抗裂性;(2)保护套管壁厚比再热器管薄,其规格为D68mm×3mm,降低其密封结构的刚性使焊接变形转移到套管上,消除了形成几何应力集中点,改善了穿墙管工作焊缝的受力情况。
优化焊接工艺再热器管子与保护套管间的工作焊缝采用手工钨极氩弧焊。焊接线能量的控制原则是在确保熔合良好的前提下熔深不大于2mm,力求管子侧低熔深,减少合金元素的烧损,降低热影响区,提高焊接接头的抗裂能力。焊后对焊口进行100%无损探伤,确保无漏焊、烧穿等焊接缺陷。
施工中应注意的问题(1)到达工地的再热器穿墙管除了进行100%光谱分析和100%外观检查外,还应对穿墙套装管角焊缝进行100%的磁记忆检验,防止不合格(存在熔穿、应力集中异常等焊接缺陷)的管子被使用。(2)应避免因管排自重、强行对口、对口间隙过大等造成的附加应力,减少焊缝余高,避免咬边等焊接缺陷,以消除应力集中源。(3)注意穿墙管在高顶板上的定位间距,管子在找正的过程中严禁使用火焰割具,以免火焰烧穿或割伤高顶板内侧的再热器管子。
改造效果湛江电厂1、2号锅炉中温、高温再热器穿墙管密封结构技术改造前,曾发生了5次高温再热器爆管停炉事故,而每次临修至少需5天,并要投入大量的人力物力。
1、2号锅炉再热器穿墙管密封结构技术改造分别于2003年9月和2003年2月完成,截至2006年5月31日,2号锅炉再热器穿墙管经过了22961h和24762h的运行考验,其密封结构角焊缝未见有开裂泄漏事故发生,以0.1元/(kWh)的发电效益计算,因磨损爆管而导致强迫停运1天所造成的替代动力损失为:25万kWh×0.1元(kWh)-1×24h=60万元/天因此,采取上述措施有效减少磨损爆管的次数,经济效益非常可观。