-
 石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨
石棉绳日常保养知识:延长使用寿命的小窍门石棉绳是一种常见的密封材料,广泛应用于各种工业设备和管道的密封。它具有耐高温、耐腐蚀等特点,但长期使用后也会出现老化、磨 -
 动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。
动环座常见问题及解决方案动环座是现代数据中心中不可或缺的设备之一,它负责管理和监控数据中心的电力、空调、网络等基础设施,确保数据中心的稳定运行。 -
 聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍
聚氨酯密封圈安装方式及注意事项聚氨酯密封圈是一种常用的密封材料,广泛应用于各种机械设备中。正确的安装方式对于密封圈的性能和使用寿命至关重要。本文将介绍 -
 轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
轴套工作原理及其在机械领域的应用在机械领域中,轴套是一种常见的零部件,广泛应用于各种机械设备中。它的主要作用是减少轴与孔之间的摩擦,保护轴和孔的表面,同
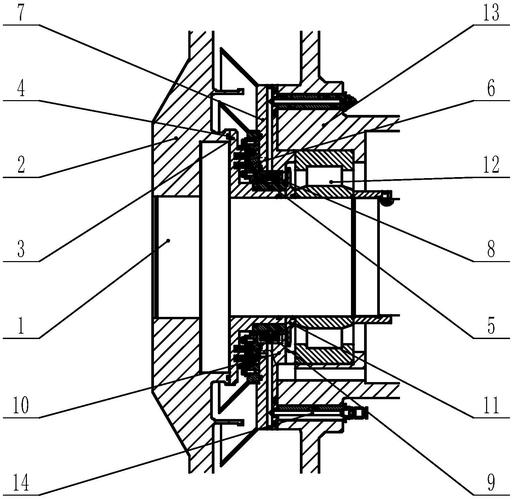
边框法兰与门颈脖的组焊会使密封槽产生变形
2014年10月22日 12:12
密封产业网
门框边框法兰的焊接顺序同门扇边框法兰一样,但对焊接工艺要求更严,主要体现在以下几方面:a.要求两名焊工同时施焊,焊缝处必须塞塞块。b.焊接时要求焊缝处于立焊位置,第1~4道焊缝的焊层厚度为2.5mm,第5~18道焊缝的焊层厚度为3mm左右。c.每焊完一层焊缝后,必须用捶击法去除应力。d.每条焊缝必须做X射线探伤,焊后密封槽底面的平面度每米小于0.1mm。
边框法兰与门颈脖的组焊,也会使密封槽产生变形,在实际施工时作了以下规定:a.焊接速度50~60mm/min,先焊外侧的断续焊缝,后焊内侧的连续焊缝。b.两名焊工同时从中间向两侧对称分段施焊,每对称段的焊缝长度约100~150mm.c.焊后进行矫正处理,打磨抛光焊缝,去除应力。5方舱门与筒体组焊方舱门从工厂加工出来后,运到KM6现场,在运输过程设计专门的卡具,并且成对运输。
门框与KM6真空容器的安装,主要包括以下关键步骤:a.根据图纸要求划线、开孔,并且打磨焊接坡口。b.插入门框,调整门框法兰平面的垂直度,可使其稍有点仰角,对门框进行点焊固定。c.从门框左右两侧面中间部位开始焊接,两位焊工同时施焊,内外各焊两遍后开始向上下逐段扩展,每段长度约500mm.每扩展段焊一遍焊缝,对中间段补一遍焊缝,依此类推。d.左右侧面所有焊缝焊两遍以上后,开始焊上下两侧面焊缝,要求每焊一遍,对左右焊缝补一遍焊缝,直到所有焊缝添满为止。